
新手必看:拓竹 P1S 最佳打印参数指南
刚入手拓竹 P1S 的朋友,往往会卡在打印参数设置上 —— 明明设备是热门的拓竹 3d 打印机,可打出的模型要么表面坑坑洼洼,要么边缘翘边,甚至还没完成就断料。其实不用慌,拓竹 P1S 本身对新手很友好,只要把核心参数调对,就能轻松打出细腻模型。今天就把适合新手的拓竹 P1S 最佳打印参数拆解清楚,从温度到速度,从层高到支撑,每一步都讲得明明白白,让你少走弯路。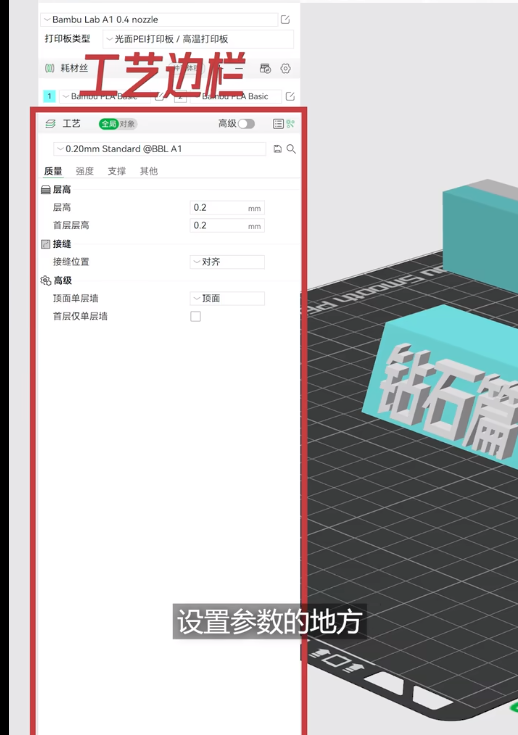
先说说最关键的温度设置,这可是决定打印成败的第一步。拓竹 P1S 打印不同材料,温度差别很大。如果用最常用的 PLA 材料,喷嘴温度建议设到 190-210℃,热床温度 50-60℃就够了。这个温度区间里,PLA 能充分融化,又不会因为温度太高导致材料碳化粘喷嘴。要是换成 PETG 材料,喷嘴温度得往上调,230-250℃比较合适,热床温度也要升到 70-80℃,这样能避免模型冷却时翘边。新手刚开始可以先从材料包装上的推荐温度起步,再根据打印效果微调 —— 比如模型表面有拉丝,就把喷嘴温度降 5℃;要是层与层粘不牢,就升 5℃,慢慢找到最适合自己拓竹 P1S 的温度。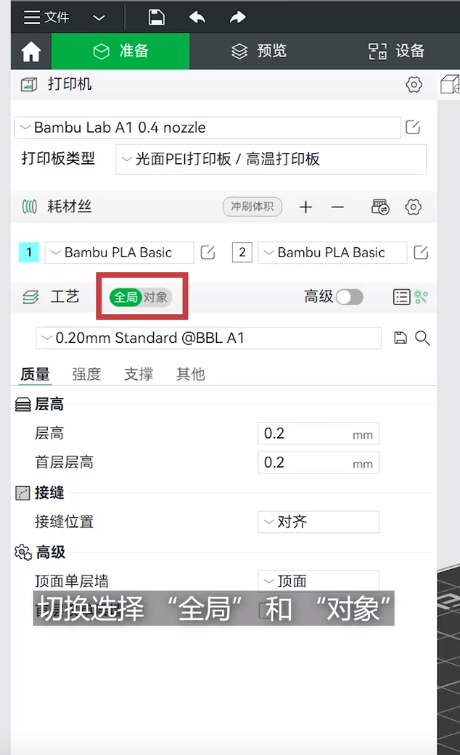
接着是打印速度,别觉得速度越快效率越高,对新手来说,合适的速度才能保证模型质量。拓竹 P1S 默认速度大多在 50-60mm/s,打印 PLA 时用这个速度刚好,既能保证打印效率,又不容易出错。如果想打印得更精细,比如做小尺寸手办,把速度降到 40-45mm/s,模型表面的纹路会更浅。但要是打印大尺寸的简单物件,比如收纳盒,速度提到 65-70mm/s 也没问题。需要注意的是,填充速度可以比轮廓速度稍快 10-15mm/s,因为填充部分不影响外观,快一点也没关系。新手千万别一开始就把速度拉满,拓竹 3d 打印机虽稳,但速度太快容易导致送料跟不上,反而浪费材料。
然后是层高,这直接影响模型的精细度和打印时间。拓竹 P1S 常用的层高有 0.16mm、0.2mm 和 0.24mm。如果追求细腻的表面,比如打印人物面部,选 0.16mm 层高,打印出来的模型几乎看不到分层痕迹,但时间会久一点。日常打印小摆件、实用零件,0.2mm 层高是最佳选择,兼顾了精细度和效率,新手用这个参数不容易出错。要是打印大型道具或不需要太精细的物件,0.24mm 层高更合适,能节省不少时间。另外要记得,层高不要低于 0.12mm,也不要高于 0.3mm,不然容易出现层间分离或表面粗糙的问题,这是很多新手用拓竹 P1S 时容易踩的坑。
支撑设置也不能忽视,尤其是打印带悬空结构的模型,比如带耳朵的玩偶、有凸起的零件。拓竹 P1S 的支撑类型建议选 “树状支撑”,这种支撑用料少,而且容易拆除,不会损伤模型表面。支撑密度不用太高,20%-30% 就够了,密度太高不仅费材料,拆除时还容易把模型弄破。支撑与模型的距离设为 0.2-0.3mm,距离太近粘得牢不好拆,太远又起不到支撑作用。新手刚开始可以先打印简单的无悬空模型,熟悉后再尝试带支撑的模型,慢慢掌握拓竹 P1S 的支撑设置技巧。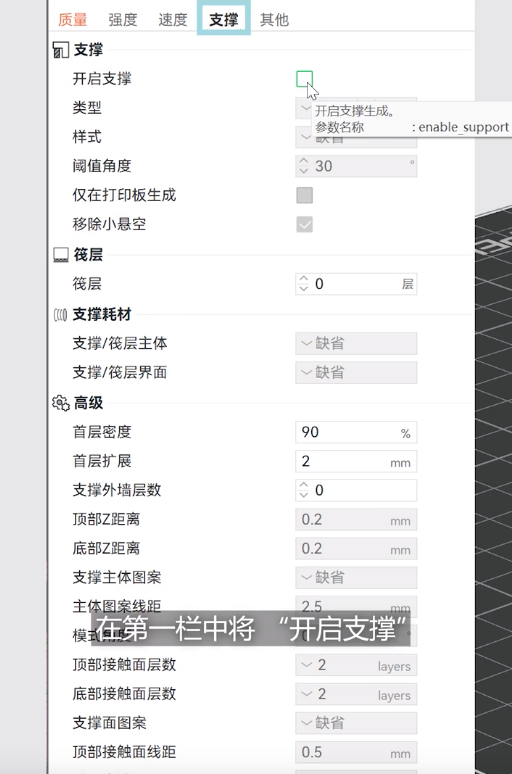
最后给新手一个小建议:每次换材料或调整参数后,先打印一个小测试件,比如 20mm 的立方体,看看温度、速度、层高是否合适。拓竹 P1S 作为热门的拓竹 3d 打印机,参数适配性很强,只要按照这个指南起步,再根据实际打印效果微调,很快就能找到属于自己的最佳参数。不用害怕试错,多打印几次,你会发现用拓竹 P1S 打出完美模型其实很简单。







