双喷嘴能同时用不同尺寸热端吗?拓竹 3D 打印机实测告诉你
一、先搞懂:双喷嘴为啥要装不同尺寸热端?
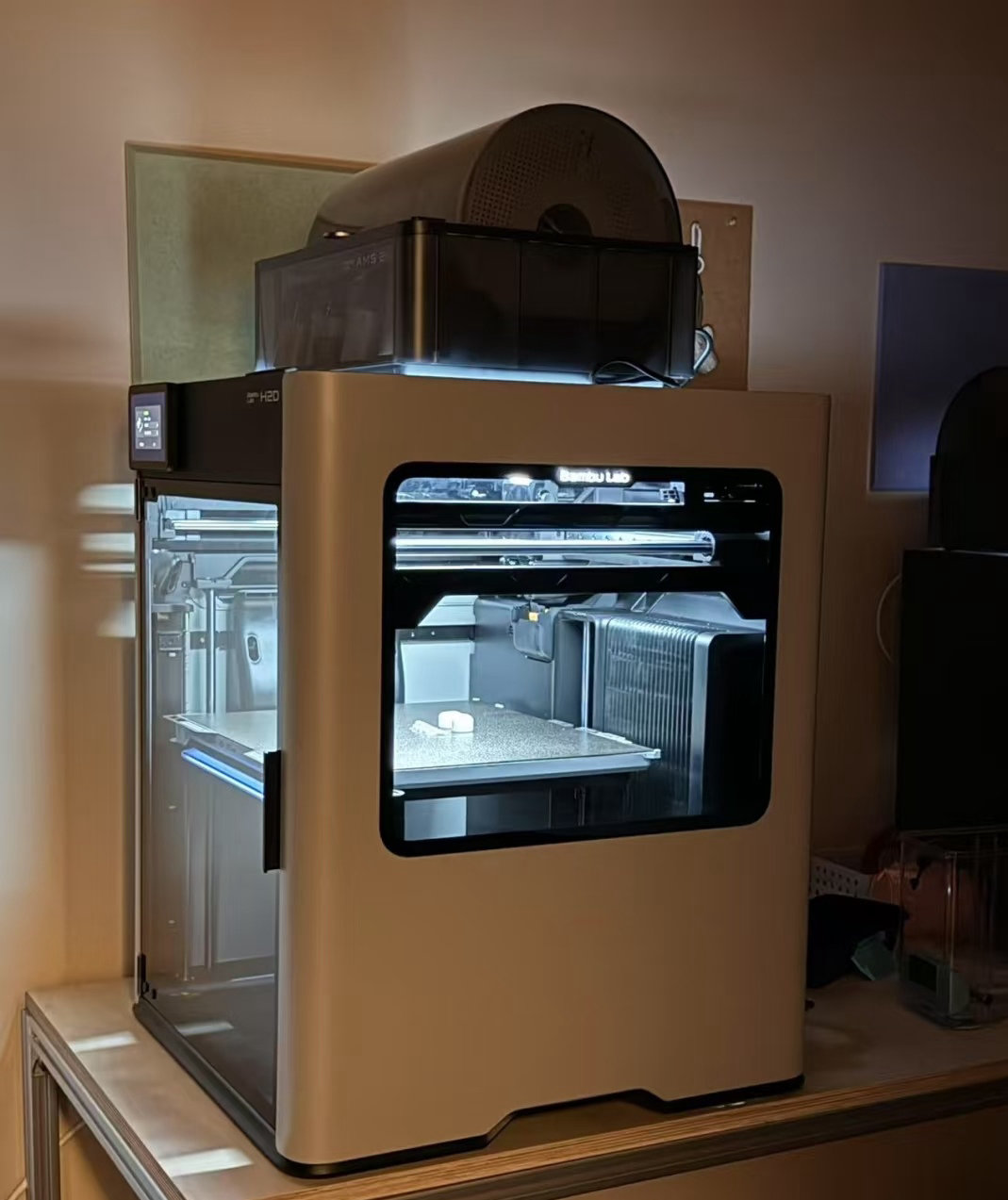
有人刚入手拓竹 H2D,就琢磨着给双喷嘴装不同尺寸热端 —— 比如左边装 0.4mm 打精细零件,右边装 0.8mm 提速打大件。这想法听着挺美,毕竟拓竹 3D 打印机的双喷嘴设计本就为了提升效率,要是能兼顾精细度和速度,打印体验能再上一个台阶。
但实际操作前得想清楚:不同尺寸热端的 “脾气” 不一样。0.2mm 的细喷嘴对温度控制要求极高,稍微偏差就会堵头;1.0mm 的粗喷嘴则需要更大的进料量,不然打印时容易断丝。拓竹 H2D 的双喷嘴默认装相同尺寸热端,就是为了让两个喷嘴的参数适配更统一,减少出错概率。
二、拓竹 H2D 实测:能装,但这些问题绕不开
带着疑问,我给拓竹 H2D 的双喷嘴做了次 “改造”—— 左喷嘴装 0.4mm 热端,右喷嘴装 0.6mm 热端。刚开始打印简单模型时,一切还算顺利:左喷嘴打出来的细节纹路清晰,右喷嘴的填充速度也确实快了不少。
可打印复杂模型时,问题就暴露了。两个喷嘴切换时,拓竹 H2D 的温控系统需要频繁调整温度:0.4mm 喷嘴适合 210℃打印 PLA,0.6mm 喷嘴则要降到 205℃才不会拉丝。但机器反应总有延迟,好几次切换后出现 “温差波动”,导致模型表面出现一道明显的 “接缝印”。
更麻烦的是进料速度不匹配。拓竹 H2D 的进料系统默认按相同速度给双喷嘴送料,可 0.6mm 热端需要更快的进料量,结果打印时右喷嘴频繁出现 “料供不上” 的情况,模型层间出现空隙,就像没粘牢的积木一样。后来虽手动调整了进料参数,但每次换耗材都要重新调试,比用相同尺寸热端麻烦多了。
三、想这么用?这 3 个关键点必须注意
首先,选对热端型号。别随便买第三方热端,优先选拓竹官方适配的款式。比如 0.4mm 和 0.6mm 的官方热端,材质和加热片参数都经过调试,装在拓竹 H2D 上不会出现 “不兼容” 问题。之前有人用了杂牌 0.8mm 热端,结果加热片功率不匹配,直接触发了拓竹 H2D 的 “过热保护”,机器停打印不说,还得拆机检修。
其次,耐心调参数。装完不同尺寸热端后,要给每个喷嘴单独设参数:在拓竹 H2D 的操作界面里,把左喷嘴的温度、进料速度、 retract 距离都设好,右喷嘴再按自身尺寸重新调整。我当时光调试这些参数,就花了快 2 小时,反复打印测试模型,直到两个喷嘴的打印效果都稳定下来。
最后,避开 “高难度场景”。别用不同尺寸热端打印需要频繁切换喷嘴的模型,比如又有精细花纹又要大填充的零件。拓竹 H2D 虽然性能强,但频繁切换不同尺寸热端,出错概率会翻倍。建议优先打印 “分工明确” 的模型 —— 左喷嘴负责细节部分,右喷嘴只打简单的底座或外壳。
四、总结:没必要强求,适合自己才最重要
经过这次实测,我发现双喷嘴装不同尺寸热端 “能实现,但不推荐常规使用”。对普通用户来说,拓竹 H2D 默认的相同尺寸双喷嘴已经能满足大部分需求:打精细件用细喷嘴,打大件就换粗喷嘴,虽然要手动换热端,但参数不用反复调,反而更省心。
如果是专业玩家,想尝试不同尺寸热端提升效率,也得记住:先确认打印机是否支持(比如拓竹 H2D 的快拆设计就很友好),再选适配热端,最后耐心调试参数。毕竟 3D 打印的核心是 “稳定出活”,与其在热端尺寸上折腾,不如把时间花在优化模型和耗材选择上 —— 这比装不同尺寸热端更能提升打印质量