
拓竹 3D 打印机常见打印故障及解决方法
拓竹 3D 打印机常见打印故障及解决方法
拓竹3D打印机凭借出色的性能和稳定的表现,成为众多 3D打印爱好者的首选设备。然而在使用过程中,也可能会遇到一些打印故障,影响打印效果和进度。以下为您详细解析常见故障的原因及对应的解决方法,助您轻松应对打印难题,充分发挥拓竹 3D 打印机的优势。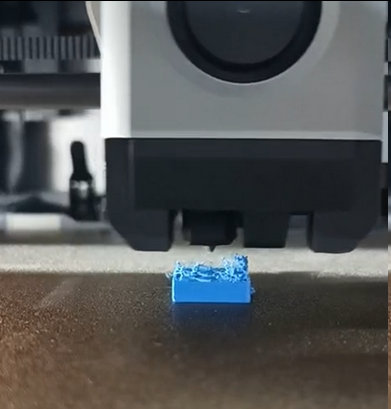
一、打印层间粘合不牢
在打印过程中,经常出现打印层之间无法紧密粘合的情况,导致模型强度降低,容易出现分层现象。
(一)原因分析
- 打印温度设置过低,材料挤出后不能充分融化,影响层间融合。对于拓竹3D打印机常用的 PLA、PETG 等耗材,温度设置不当是常见问题。
- 打印速度过快,使得耗材在挤出后没有足够时间与下层材料粘合就被后续材料覆盖。
- 打印平台表面不够清洁,存在灰尘、油脂等杂质,阻碍了材料与平台的粘合,进而影响层间结合。
(二)解决方法
- 适当提高打印温度。使用拓竹3D打印机打印 PLA 耗材时,可将温度从默认的 200℃逐步提升至 210 - 215℃;打印 PETG 耗材,温度可从 220℃提高到 230 - 235℃,观察打印效果,找到合适的温度区间。
- 降低打印速度。在拓竹3D打印机的设置中,将打印速度从常规的 60mm/s 降至 40 - 50mm/s,给耗材充分的粘合时间。
- 清洁打印平台。使用酒精或专用清洁剂彻底清洁打印平台表面,确保其干净无杂质。若平台表面磨损严重,可考虑更换拓竹官方适配的打印平台贴纸。
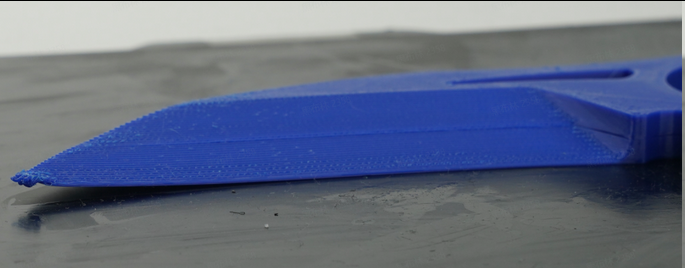
二、模型翘边
打印完成后,模型底部边缘向上翘起,不仅影响模型外观,还可能导致打印失败。
(一)原因分析
- 打印平台温度过低,无法为模型底部提供足够的支撑和粘合条件。
- 环境温度较低,模型在打印过程中散热过快,导致边缘收缩翘起。
- 耗材本身的收缩率较大,如 ABS 等材料,在打印时更容易出现翘边现象。
(二)解决方法
- 提高打印平台温度。使用拓竹3D打印机打印 PLA 耗材,可将平台温度从 60℃提升至 65 - 70℃;打印 ABS 耗材,平台温度可设置在 90 - 100℃,增强模型与平台的粘附力。
- 改善打印环境。为拓竹 3D 打印机搭建一个简易的封闭打印空间,如使用亚克力板制作打印罩,减少环境气流对打印的影响,维持稳定的打印温度。
- 涂抹胶水或使用辅助材料。在打印平台表面涂抹一层薄薄的 PVA 胶水,或使用美纹纸、Kapton 胶带等辅助材料,增加模型与平台的摩擦力和粘附力。
三、打印出现拉丝现象
打印模型表面出现细长的丝状材料,严重影响模型的表面质量和美观度。
(一)原因分析
- 回抽设置不合理。回抽距离过短或速度过慢,导致耗材在喷头停止挤出时继续流出,形成拉丝。
- 喷头温度过高,耗材流动性过强,容易在非打印时段溢出喷头。
- 打印材料质量不佳,含有杂质或湿度较大,影响挤出的稳定性。
(二)解决方法
- 优化回抽设置。在拓竹3D打印机的参数设置中,适当增加回抽距离,可从默认的 4mm 调整至 6 - 8mm;提高回抽速度,从 40mm/s 提升至 60 - 80mm/s,观察拉丝现象是否改善。
- 降低喷头温度。将喷头温度降低 5 - 10℃,以减少耗材的流动性。同时观察打印效果,避免温度过低影响打印质量。
- 更换优质耗材。建议选用拓竹官方认证的耗材,其质量和稳定性更有保障。若使用其他品牌耗材,需确保其干燥无杂质,必要时可对耗材进行烘干处理。
以上内容涵盖了拓竹3D打印机常见的一些打印故障及解决办法。若你在使用中还遇到其他问题,或想了解某类故障更详细的处理,欢迎随时和我交流。







